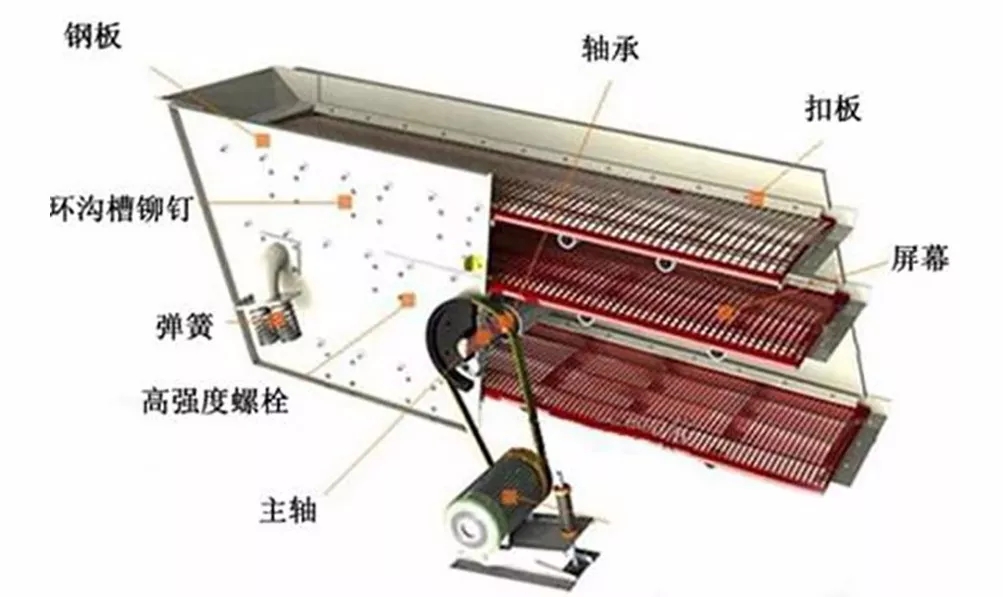
振(zhèn)动筛是矿山机械(xiè)设备(bèi)中常用设备,其振动的产生主要有激振器来实现。激振器(qì)形式多样,目前广泛使用的偏心块(kuài)外置式整体(tǐ)结(jié)构具有重量轻、结构紧凑、传动件润滑(huá)集中、维修方便、制造成本较低的特点。但该结构存在一个普遍的问题,即(jí)激振器内(nèi)的轴承寿命(mìng)较短,经常出现轴承发热、烧损等现象,严重影响(xiǎng)振动筛的正常运行(háng)。
激振器的使用工况(kuàng)条件恶劣,不仅环境湿度(dù)大,粉尘颗粒多,转(zhuǎn)速高(750~1400r/min),而且有强烈振动冲(chōng)击。经实践(jiàn)经验分(fèn)析,导致振动筛激振器轴承损坏(huài)主要有以下(xià)几点:
1、设计原因
1)轴承选型不合理。
振动筛滚(gǔn)动轴承在工作过程中由入料带来的(de)冲(chōng)击载荷(hé)较大,由偏心块高速旋转产生的离心力及离(lí)心加速度也(yě)较大,加之工(gōng)作环境中粉尘较多,所以对轴承的使用类型、限转速、安装配合尺寸、游隙、自润滑性能等要求较高,普(pǔ)通轴承在此恶劣工况下工(gōng)作易损坏。如果设计初期对轴承选型不当,轴承使用寿命就会较短。
处理方法:
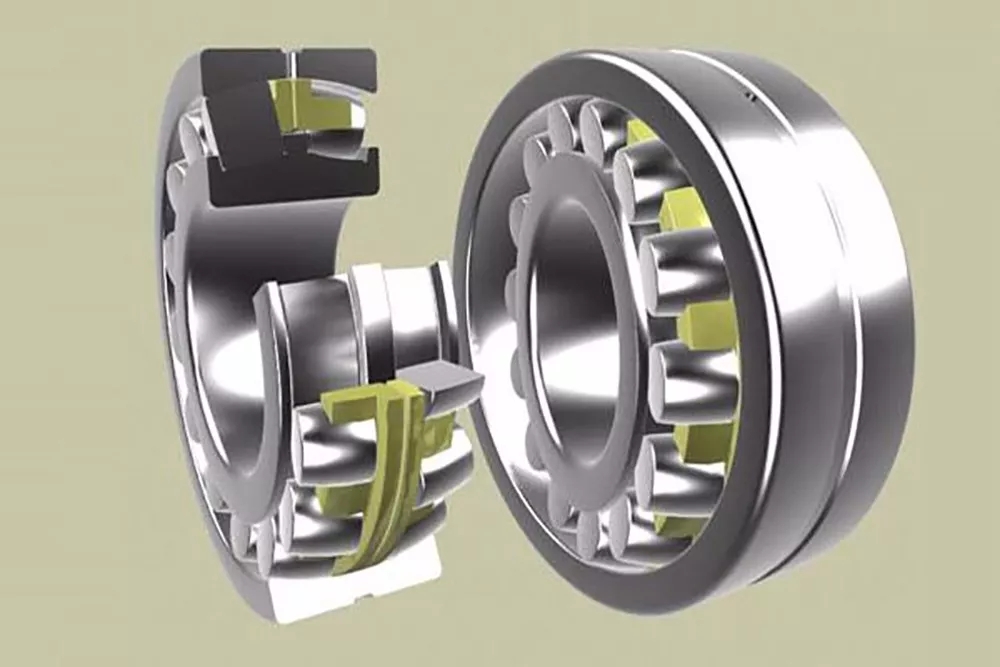
选用振动筛轴承。常用的振动筛轴承一般有(yǒu)圆柱(zhù)滚子轴(zhóu)承和调心滚子轴承2种形式。圆柱滚子轴承具有较大的径向承载能力,承受限转(zhuǎn)速也较高,对动(dòng)静载荷的承载能力强,但对轴承座孔的同轴度要求较高。
调心滚子轴承(chéng)不但(dàn)具有较大的径向承载能力,而且能承受任方向的轴向载荷,调心性能良好,能补偿因轴承(chéng)座孔加工造成的不同轴(zhóu)问题,但不(bú)能承受纯轴向载(zǎi)荷。
由于振动筛使用环境较为恶劣,许多轴承生产厂家为振动(dòng)筛生产大游隙轴承,轴承材料采用材料,结构也较普通轴承有较大区别,具(jù)有承(chéng)载能力强,耐冲击性能好(hǎo),润滑性能好的特点。
2)润滑密封结构设计不合理。
激振器工作过程中轴承受偏心块高(gāo)速旋转(zhuǎn)产生较(jiào)大(dà)的径向力,由于润滑密封结构设计不合理,轴承润滑不,是导致轴承受热产生变(biàn)形,终烧损的主要原因。目前内许多激振器轴承主要采用脂润滑(huá)方式,密(mì)封主要采用迷宫密封(fēng)结构,密封(fēng)间隙一般在1~2mm,但在实际使用过程中随着激振器内(nèi)轴承温度的升高(gāo),润滑脂黏(nián)稠度逐渐,激振器主轴高速旋转,迷宫盖内润滑脂从(cóng)迷宫盖处不断泄漏(lòu),终(zhōng)导致(zhì)轴承因缺少润滑而损坏。
处理(lǐ)方法:
采用稀油润滑方式,润滑通道,润滑油循环流(liú)动,使轴承得到润滑。改进密封结构,一方面防止箱体中的(de)润滑油渗出,另一方面也要防止空气中的水分和粉(fěn)尘进入箱体(tǐ)污染润滑油。
3)轴承与轴承座孔配合选择(zé)不当(dāng)。
轴承与轴承座孔配合公差是设计时的。轴承与轴承(chéng)座(zuò)孔如果选择(zé)较大(dà)过盈配合,会迫使轴承滚道形状产生(shēng)几何变形,导致轴承运转时产(chǎn)生异常振动;如果选择较大的间隙配合(hé),会使轴承(chéng)外圈在轴承座孔内(nèi)产(chǎn)生相对(duì)滑动,导致轴承温度急剧升高,终轴承(chéng)损坏。
处(chù)理方(fāng)法:
选择合理配合公差。由于激(jī)振器工作时轴承内圈所受径向力相对激振器偏心力来说是(shì)静止的,设计时轴(zhóu)承(chéng)内圈往往又被轴向定(dìng)位(wèi)。故(gù)轴承内圈与轴的配合应(yīng)采用较松的过渡配合或间隙配合公差。
轴(zhóu)承外圈所受径向力相对于激振器偏心力圆(yuán)周旋(xuán)转。为防止外圈滑动,同时轴承滚动体在保持架中灵活转动,外圈与轴(zhóu)承座孔的配(pèi)合设(shè)计时(shí)要(yào)采用较紧过渡(dù)或稍小的过盈(yíng)配合公差。
4)设计时未考虑轴的伸缩量。
激振器运行温度一般(bān)都在60~85℃。由于热胀冷缩(suō)引起(qǐ)轴的伸缩量不可忽视,假设激振(zhèn)器轴长1m,温差40℃,轴因此温差引起的伸缩量为(wéi)0.45mm以上。如此大的变形量,如果在设计时未考虑(lǜ)到足以使轴承(chéng)损坏。
处理方法:
设计过程中将一端轴承设计成过渡或间隙配合,以便使激振器轴在热(rè)胀冷缩时可以相对于内圈进行滑动,避免轴承受到(dào)因热胀冷缩产生的(de)轴向力作用。

2、工(gōng)艺原因
1)轴(zhóu)承座孔的加工精度不够,同根轴两轴承座孔不同心。
处理方法:
采用加(jiā)工精度较高的设备进行(háng)加工,两轴承孔的(de)同心精度。在数控镗铣床或加工(gōng),两轴承孔一次切削完(wán)成。
2)轴承装配时用力不均。
如在冷装配过程中,对轴承内圈施力不均,导致轴承(chéng)内(nèi)圈相对轴产生(shēng)偏斜量(liàng),运转过程中轴承内(nèi)圈就会(huì)磨损较快;对轴承外圈施(shī)力不均(jun1),轴承外圈相对于轴承孔也会产生偏斜量(liàng),从而使轴承的外圈磨损加快;
处理方法:
轴承在装配时制作工装,使轴承装配过程中内圈或外圈均匀受压组装到位(wèi)。防止装配过程中内、外圈受力不均。
3)轴(zhóu)承安装时未清洁干净,或润滑油不清洁(jié),导致轴承滚道磨损,滚(gǔn)动体摩擦力增大,温度(dù)升高,终损坏轴承。
处理方法(fǎ):
轴承装配前清洗干净。激振器在使用(yòng)过程中,按规(guī)定定期更换润滑油脂。次换润滑油在设备使用150h之后(hòu),之后设备每运行(háng)1000h之后须更换润滑油。
4)成组偏心块质量差别大或成组偏(piān)心块安装角度误(wù)差(chà)较(jiào)大,引起振(zhèn)源颤动,造成轴承发热。
处理方法:
调整(zhěng)偏心块质量及角度,使其质量及角度对称(chēng)一致(zhì)。如果激振器两组的配重块夹角(jiǎo)不同或质量不同,所产生的振(zhèn)动方向角和振动力就会不同,就会产生筛体扭振等(děng)现象,致使激振器受到(dào)异常载(zǎi)荷。
因此在制作偏心块时,应偏(piān)心块为同等材(cái)质、密度相同的材料。同时为偏心块质心一致,对偏心(xīn)块的几何形状制作时也要严格要求(qiú)。另外在安装或调整激振力时,要使同一(yī)根轴上的偏心块角度一致,平行轴上的偏心块角度对称。

3、使用(yòng)及(jí)维(wéi)护原因
1)因基础不(bú)平或弹簧座安装不正确,引起筛体的不(bú)正常运动,致(zhì)使(shǐ)振动筛产生转动或扭曲,引起激振器轴承发热受损。
处理(lǐ)方法:
振动筛安装调整时,先用水平仪测(cè)量基础是否水平。如果发现基础不平可以通过在(zài)基础上加垫(diàn)板的方式进(jìn)行调整,反复测量及调整直至基础水平为止。
2)振动筛误差大,引起筛体的不正常运动,致使(shǐ)激振器轴承发热受损。
处理方法:
振(zhèn)动筛的理想工作状态应是整机运转平稳,各处振幅一致,但由于设计基准不统一、加工和安装精度低(dī),或是入料不均等原因往往造(zào)成激振力偏离(lí),导致振动(dòng)筛产生转动或扭(niǔ)曲,激振器受到非正常载(zǎi)荷,致使轴承(chéng)发热受损。因此只有在设计、制(zhì)造、安装过程中严(yán)格控制产品(pǐn)制作安装精度,才能激振力位置不(bú)偏移。同时在振动筛(shāi)使用时(shí),要尽量做到入(rù)料均匀。
3)激(jī)振器的固定螺栓松动或未(wèi)加防松弹簧垫圈,引起振(zhèn)源颤动,致使激振器轴承发(fā)热受损。
处理方法:
激振(zhèn)器连接时加弹性垫圈,激振器初(chū)次使用,运行2h和50h后要重新检查紧固激(jī)振器的安装螺栓,发现松动立即紧固。激振(zhèn)器(qì)螺栓螺(luó)母只(zhī)能使用一次,紧固后拆下须。
4)润滑油选择不当,填充过多或过少,导致激振器轴承发热受损。
处理方法:
润滑脂(zhī)加注过多,造成发热,正常应加注润滑腔(qiāng)的2/3为(wéi)宜,并使用排气(qì)螺栓排气。但缺少(shǎo)润滑脂或润滑脂老化、干(gàn)枯同(tóng)样会引起(qǐ)轴承的发热。一般在不漏油的情况下激(jī)振器0~100h加注(zhù)一次润滑油,一次加注不过1kg,要观(guān)察油的多少加注,并及时排出废(fèi)油,以便轴承得到正常润滑。
激振器是振动筛激振动力的来源。提高设计和加工(gōng)质量,正确使用和精心维护是激振器轴承良好运行的前提条件。
厂家销售部:18336065555
售后服务部:0373-4222222











